为了让您更好地体验平凉 当地 桥梁护栏不锈钢立柱快速发货产品的卓越性能,我们特意制作了产品视频。视频内容丰富,展示了产品的每一个细节和特性。
以下是:平凉 当地 桥梁护栏不锈钢立柱快速发货的图文介绍

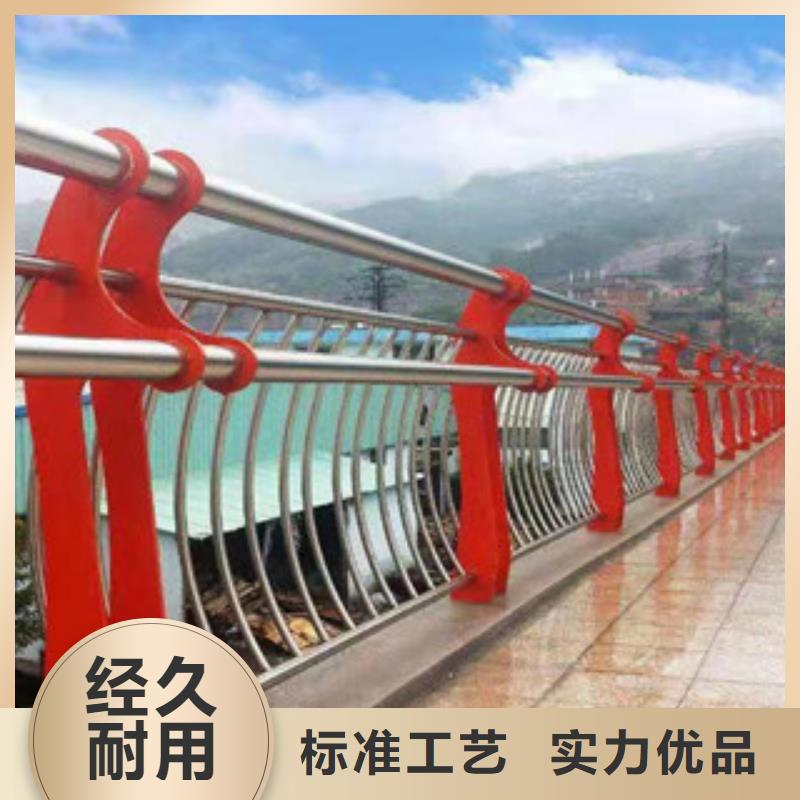
平凉镀锌喷塑防撞栏
平凉镀锌喷塑防撞栏的详细介绍
贴心服务价格实在



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。

桥梁护栏制造厂配有标准的 平凉镀锌喷塑防撞栏、中心质检室,质检员经过专业检测中心培训,采用先进的 平凉镀锌喷塑防撞栏、检验设备,对 平凉镀锌喷塑防撞栏、产品的各项技术指标做出准确的分析,确保产品质量稳定、高效。
桥梁护栏制造厂




 扫一扫
扫一扫











